Client: Wexford County Council
Details: To design and build a 2,400PE wastewater treatment pant for the village of Coolgeany, Co. Wexford
Consultant: TJ O'Connor and Associates
PSDP / PSCS: Molloy Engineering

Client: Wexford County Council
Details: To design and build a 2,400PE wastewater treatment pant for the village of Coolgeany, Co. Wexford
Consultant: TJ O'Connor and Associates
PSDP / PSCS: Molloy Engineering
Client: Wexford County Council
Details: To design and build a 2,400PE wastewater treatment pant for the village of Coolgeany, Co. Wexford
Consultant: TJ O'Connor and Associates
PSDP / PSCS: Molloy Engineering
Introduction:
Until 2009, Coolgreany was served by a septic tank constructed in the early 1960s. Due to EPA licensing and more onerous discharge limits a new wastewater treatment was required on a greenfield site.
Due to the sensitive character of the receiving waters the client required a wastewater treatment plant tasked with treating the domestic wastewater for 2,400PE to an extremely high standard. The stipulated effluent parameters were:
• BOD5 ≤5mg/l
• Suspended Solids ≤5mg/l
• Phosphorus ≤1mg/l
To ensure that the above standard was met, a rigorous design and review process was undertaken to ensure that all complex issues were identified and then careful consideration was given to addressing these issues.
Plant Description:
To meet this stringent standard Molloy Engineering designed and built a wastewater treatment plant based on the proven Sequential Batch Reactor technology. The specification stipulated twin streams of equal capacity.
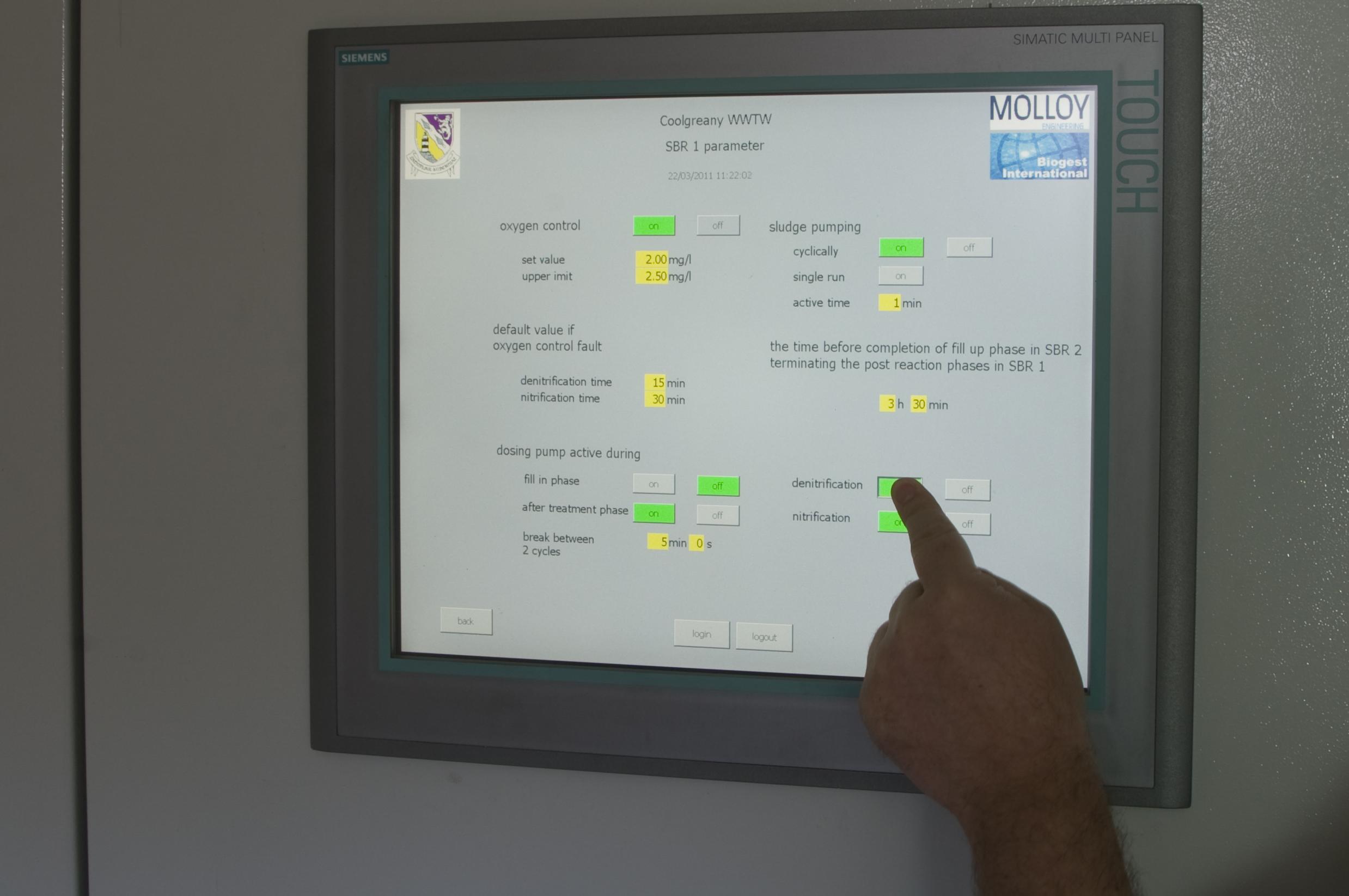
An important feature of the supplied system is the provision of a Human Machine Interface (HMI), which uses the latest generation of 19” touch-screen panels for easy operation and also for registering, recording and storing all relevant process parameters. The HMI facilitated easy adjustment of process settings. The HMI exceeded the specification. The control panel includes an automatic dial out facility, which informs caretakers of serious faults, should they occur. All alarms and operational activities can be monitored remotely via SCADA by the client. The HMI records and displays the key process parameters. This enables the plant operator to review plant performance when the site is unattended. This is essential in the event of problem solving.
The plant consists of:
Process outcome
A number of final effluent samples were taken each week during the intensive three month process proving period for analysis at an INAB certified laboratory. Results were regularly noted as follows:
This type of highly reliable plant has also been used to great effect in:
• Derrinturn, Co. Kildare
• Aughrim, Co. Wicklow, and
• Carrig-on-Bannow, Co. Wexford.